您可以信赖的真空专家
| |
15238382266 |
您可以信赖的真空专家
| |
15238382266 |

郑州中航维尔科技有限公司
地址 :荥阳市城关乡西史工业园区
联系人:吴经理
手机:15238382266/15238382299
电话:0371-85706199
QQ: 779665820
邮箱:779665820@qq.com
网址:www.zh-zk.com
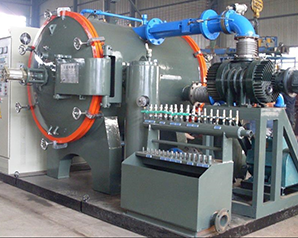
真空淬火炉热处理时油面压强的选择问题
在使用真空淬火炉进行油淬热处理的过程中,在低真空的压强下面,真空淬火油的冷却能力下降,对于某些钢来说,可能达不到淬火的目的。为此,在使用真空淬火炉淬火前需要向淬火室内充入高纯的中性或惰性气体,在油面上造成一定的压强,就可以实现钢的充分淬火并获得光亮的表面。能够获得与在大气压下相同的淬火硬度的较低液面压强称为临界淬火压强。临界淬火压强与真空淬火油的特性和钢的淬硬性有关。真空淬火炉厂家

在使用真空淬火炉对淬硬性较差的钢进行淬火时,应该选用先充气后入油的方式进行淬火。油面压强应该高于临界淬火压强。一般调节在5×104Pa左右,但是不宜低于1.0×104Pa。对于中等淬硬性的钢也应该采取先充气后入油的方式进行淬火处理。油面的压强可以调节在1.0×104Pa左右,但是不能低于5×103Pa。淬硬性很好的钢可以采取充气或者不充气的方式进行淬火,采取充气的方式,可以在真空炉的加热室先充气后入油,也可以先入油后充气。采取先充气的方式时充气压强可在(2.5~5)×104Pa范围内选定。为了防止和减少蒸汽进入并污染真空淬火炉的加热室,应该选用较高的充气压强,所用的气体应为高纯的中性或惰性气体。采取后充气的方式,可以充纯度较低的气体,充气压强也可以低一些。采取不充气的方式进行淬火,就是工件入油前后均不充入中性或惰性气体。

 在线咨询
在线咨询